Strojní řezací hubice PSD
Číslo skupiny: 2551Rychlořezné strojní řezací hubice PSD pro strojní řezací hořák BIR+™. Hořlavý plyn PROPAN, ZEMNÍ PLYN A SMĚSI.
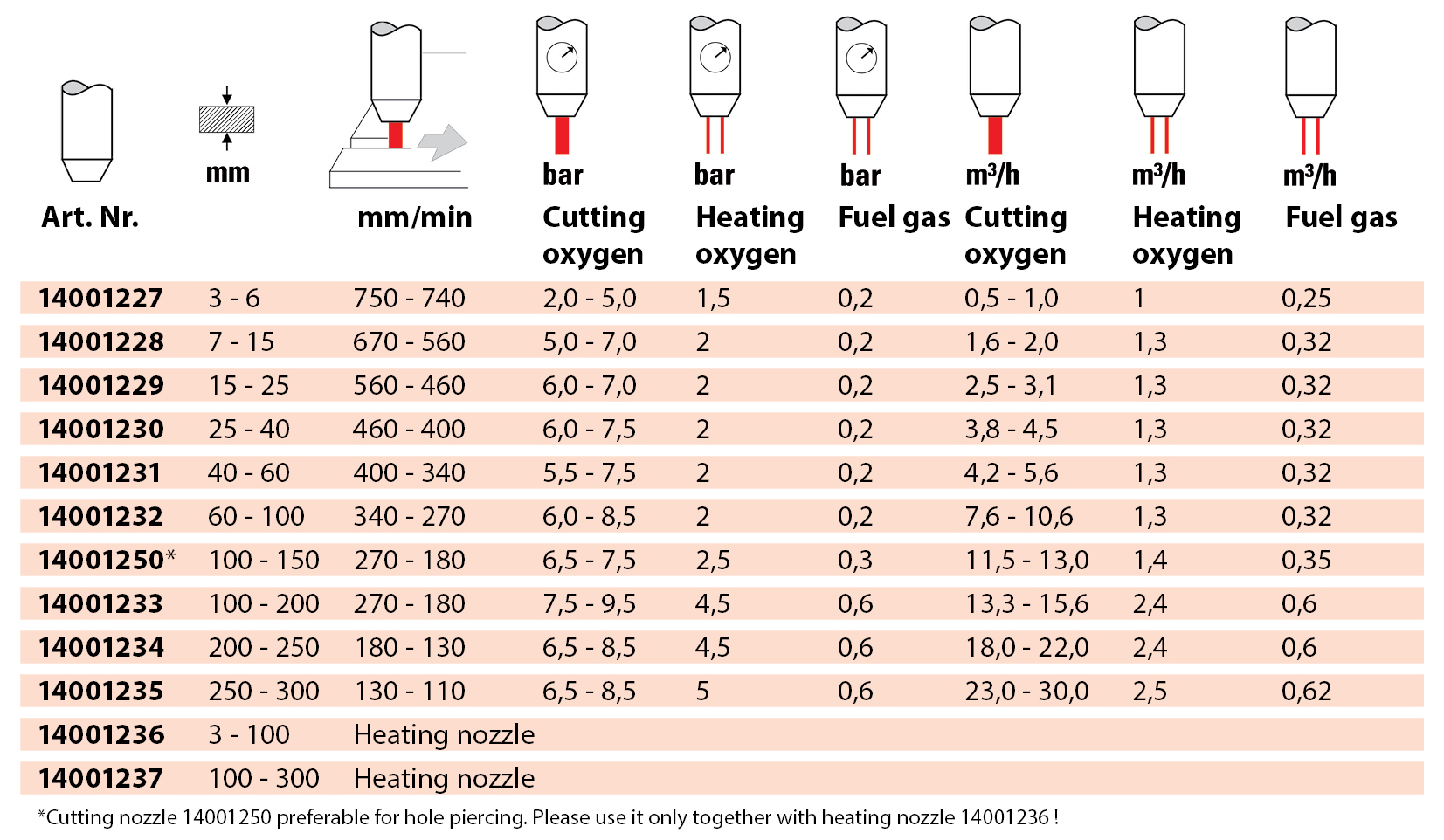
Řezací hubice PSD
| Objednací číslo | Rozsah (mm) | Balení |
| 14001227 | 3 - 6 | 5ks |
| 14001228 | 7 - 15 | 5ks |
| 14001229 | 15 - 25 | 5ks |
| 14001230 | 25 - 40 | 5ks |
| 14001231 | 40 - 60 | 5ks |
| 14001232 | 60 - 100 | 5ks |
| 14001250* | 100 - 150 | 5ks |
| 14001233 | 100 - 200 | 5ks |
| 14001234 | 200 - 250 | 5ks |
| 14001235 | 250 - 300 | 5ks |
*Řezací hubice 14001250 je určená pro efektivní propalování materiálu. Používejte pouze v kombinaci s nahřívací hubicí 14001236!
Nahřívací hubice PSD
| Objednací číslo | Rozsah (mm) | Balení |
| 14001236 | 3 - 100 | 1ks |
| 14001237 | 100 - 300 | 1ks |
OBECNÉ PODMÍNKY PRO KVALITNÍ A EFEKTIVNÍ ŘEZÁNÍ KYSLÍKEM
GCE strojní řezací hubice jsou navrženy tak, aby kvalita řezu odpovídala kvalitativní úrovni 1 dle EN ISO 9013. K dosažení maximální řezné rychlosti je důležité nastavení správných parametrů (viz níže přiložený soubor), dodávka kyslíku v čistotě min. 99,5%, čistý povrch plechu.
Parametry jsou nastaveny pro nelegované a nízkolegované oceli s obsahem uhlíku do 0,25%. Podmínkou pro výborný výsledek je zajištění dodávek dostatečného množství hořlavého plynu a kyslíku z centrálního rozvodu plynu prostřednictví vhodných koncových redukčních ventilů, např. S100 a S200 (požadované parametry je nutné měřit na vstupu do řezacího hořáku). Dalším předpokladem je použití originálních GCE řezacích/nahřívacích hubic a kvalitního řezacího stroje.

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)